Комментарии 15
Еще есть технология mjm обладающая высокой точностью и возможностью использовать разные материалы при печати. Например, поддержка делается из воска и потом легко удаляется в печке.
Можно кстати и не удалять воск, а использовать как второй материал модели, получается хоть и не функционально, но красиво)


и еще есть литье в силикон
Что-то про фрезерование вы практические ничего не написали (во всяком случае в сравнение с информацией о принтерах). А например мне это было бы как раз наиболее интересно.
На самом деле про фрезеровку трудно что-то рассказать: берем 5-координатный станок с ЧПУ, который обеспечивает точность 0,05 мм; заготовку материала, из которого предполагается производить корпус; загружаем программу; а потом лучше смотреть, чем говорить.
На выходе получаем прототип, пригодный для промо-акций, презентаций, рекламы, сертификации.
На выходе получаем прототип, пригодный для промо-акций, презентаций, рекламы, сертификации.
Так интересно именно в смысле прототипирования. Например какие материалы используются (насколько хорошо пластик так обрабатывать?), какие цены на станки подобные (лучше купить станок в команду разработки, как в случае с современными принтерами по пластику, или же выгоднее заказывать изготовление?), насколько ПО готово сразу изготовить деталь по модели и т.п.
Хотя вообще наверное это уже на отдельную статью тянет… Вот предположим требуется как прототипирование, так и мелкосерийное производство в одном комплексе. Причём итоговые устройства весьма и весьма дорогие. Какие у нас варианты есть?
Для пластиковых деталей:
— свой 3д принтер средней цены
— заказ стороннему производителю
Для металлических:
— заказ стороннему производителю
— свой фрезерный чпу станок (вот непонятно как по деньгам)
— свой 3d принтер (написал только для общности — по деньгам явно не проходит,)
Сумбурно конечно написал, но вроде понятно направление интереса, да? )
Хотя вообще наверное это уже на отдельную статью тянет… Вот предположим требуется как прототипирование, так и мелкосерийное производство в одном комплексе. Причём итоговые устройства весьма и весьма дорогие. Какие у нас варианты есть?
Для пластиковых деталей:
— свой 3д принтер средней цены
— заказ стороннему производителю
Для металлических:
— заказ стороннему производителю
— свой фрезерный чпу станок (вот непонятно как по деньгам)
— свой 3d принтер (написал только для общности — по деньгам явно не проходит,)
Сумбурно конечно написал, но вроде понятно направление интереса, да? )
Для фрезеровки можно использовать любые материалы, которые мягче фрезы.
Примеры экзотических материалов для корпусов электроники (на сегодняшний день), которые не поддаются прототипированию методом фрезерования: керамика, стекло. Впрочем, выращивание керамических прототипов на 3D-принтерах сегодня имеет скорее академический интерес, сходный с намерением NASA выращивать космические корабли 3D-принтерами прямо на орбите.
Фрезеровка термопластичных пластиков – вполне рутинная задача для производителей. Есть некоторые сложности с фрезеровкой тонких стенок (опасность перегрева и деформации), однако эта проблема решается режимами.
Такие станки не покупаются для прототипирования, они слишком дорогие, чтобы их можно было просто купить и иногда использовать. Вряд ли вы сможете загрузить их на 100% прототипами.
Если вы открываете мелкосерийное производство, то сможете использовать установленное оборудование И для прототипирования в том числе.
Следует помнить, что фрезерованный прототип – это все равно прототип. Скажем, продолжая про пластик, отлитая на термопласт-автомате деталь будет плотнее, т.е. крепче фрезерованной. При фрезеровании нельзя получить заложенную в КД поверхность (VDI2400), но можно имитировать ее покраской.
Давайте разделять прототипирование и мелкосерийное производство. Прототип – это несколько штук для проверки. Производство – это для потребителя.
Примеры экзотических материалов для корпусов электроники (на сегодняшний день), которые не поддаются прототипированию методом фрезерования: керамика, стекло. Впрочем, выращивание керамических прототипов на 3D-принтерах сегодня имеет скорее академический интерес, сходный с намерением NASA выращивать космические корабли 3D-принтерами прямо на орбите.
Фрезеровка термопластичных пластиков – вполне рутинная задача для производителей. Есть некоторые сложности с фрезеровкой тонких стенок (опасность перегрева и деформации), однако эта проблема решается режимами.
Такие станки не покупаются для прототипирования, они слишком дорогие, чтобы их можно было просто купить и иногда использовать. Вряд ли вы сможете загрузить их на 100% прототипами.
Если вы открываете мелкосерийное производство, то сможете использовать установленное оборудование И для прототипирования в том числе.
Следует помнить, что фрезерованный прототип – это все равно прототип. Скажем, продолжая про пластик, отлитая на термопласт-автомате деталь будет плотнее, т.е. крепче фрезерованной. При фрезеровании нельзя получить заложенную в КД поверхность (VDI2400), но можно имитировать ее покраской.
Давайте разделять прототипирование и мелкосерийное производство. Прототип – это несколько штук для проверки. Производство – это для потребителя.
Безусловно есть огромное количество нюансов, которые надо принимать во внимание, но если прототипировать корпуса для электроники, скажем, с линейными размерами до 20 см, то я бы предпочел именно 3д печать. Во всяком случае материал дешевле и машинка может прямо в офисе стоять. Даже для мелкой серии подойдет такой вариант.
А еще есть стандартные корпуса для радиолюбительских устройств, которые можно использовать «как есть», либо доработать сверлением/фрезерованием.
Мое сравнение корпуса напечатаного из ABS на UP! и отфрезерованного корпуса:

Если интересно, скину ссылку на пост.


Если интересно, скину ссылку на пост.
Не совсем понял зачем изолента. Ведь на 3д принтере вполне можно было задвигающуюся крышку сделать. Выглядело бы куда эстетичнее. При фрезеровке это уже чуть сложнее, но не невозможно.
А вы пробовали делать пазы на краю конструкции на экструзионном принтере?
Такое можно сделать только в глубине толстой детали, только в вертикальном направлении, так как будет очень тяжело убрать поддержку изнутри паза и при первой попытке вставить крышку (при условии плотного прилегания, допуск 0,2-0,5 мм) все это разлетится.
Ну и вид будет как у старого советского пенала.
Вот фото, получившегося почти идеально другого корпуса:

Видим, что внешний вид оставляет желать лучшего, шероховатости, слои:

Видны искажения геометрии при печать ABS длинной детали:

Заметны ошибки — стойки под болты не достаточно толстые для послойной печати, нужно делать касание к внешней стенке, либо сплошной угол с отверстием под саморез:

Такое можно сделать только в глубине толстой детали, только в вертикальном направлении, так как будет очень тяжело убрать поддержку изнутри паза и при первой попытке вставить крышку (при условии плотного прилегания, допуск 0,2-0,5 мм) все это разлетится.
Ну и вид будет как у старого советского пенала.
Вот фото, получившегося почти идеально другого корпуса:

Видим, что внешний вид оставляет желать лучшего, шероховатости, слои:

Видны искажения геометрии при печать ABS длинной детали:

Заметны ошибки — стойки под болты не достаточно толстые для послойной печати, нужно делать касание к внешней стенке, либо сплошной угол с отверстием под саморез:

Изолента появилась из-за просчета в толщине стенок и крышки, казалось — делаем в два-три раза толще фабричного, должно быть точно хорошо, а нет, напечатанный хрупкий и гибкий, первоначально в углах заложены втулки под саморезы для фиксации крышки.
Из-за геометрической формы, размера и материала ABS, после полутора сантиметров печати основного корпуса, начало сильно загибать вверх края, это неотъемлемое свойство ABS, корпус перекосило на пару миллиметров.
Когда вставляли в распор сетевой шнур — лопнул по слоям пластик в этом месте. Крышку тоже чуть повело.
В совокупности этих факторов и получилось, то что получилось.
Конечно, раза с третьего, если увеличить еще раза в два толщину, переусилить все, что имеет малейшую нагрузку у нас получился более менее нормальный корпус, но опять же не совсем хорошо выглядящий с эстетической точки зрения из-за слоев.
Печать усиленного корпуса на максимальном качестве заняла бы часов 5-6.
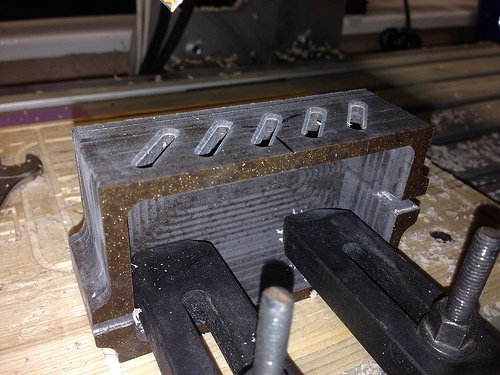
Фрезерование этого корпуса заняло 20 минут, результат полностью предсказуемый и почти идеальный.
Еще фото:
Из-за геометрической формы, размера и материала ABS, после полутора сантиметров печати основного корпуса, начало сильно загибать вверх края, это неотъемлемое свойство ABS, корпус перекосило на пару миллиметров.
Когда вставляли в распор сетевой шнур — лопнул по слоям пластик в этом месте. Крышку тоже чуть повело.
В совокупности этих факторов и получилось, то что получилось.
Конечно, раза с третьего, если увеличить еще раза в два толщину, переусилить все, что имеет малейшую нагрузку у нас получился более менее нормальный корпус, но опять же не совсем хорошо выглядящий с эстетической точки зрения из-за слоев.
Печать усиленного корпуса на максимальном качестве заняла бы часов 5-6.
Фрезерование этого корпуса заняло 20 минут, результат полностью предсказуемый и почти идеальный.
Еще фото:

Зарегистрируйтесь на Хабре, чтобы оставить комментарий
Прототип корпуса для электроники: вырастить или фрезеровать?