Comments 32
Просто шикарно!
Хорошую вещь ты сделал, и руководство отличное.
Сохраню себе всё это, появиться место, тоже хочу собрать ЧПУ, очень нужная вещь.
Сохраню себе всё это, появиться место, тоже хочу собрать ЧПУ, очень нужная вещь.
Спасибо за подобный пост. Если что могу помочь в области обработке, а также с выводом уп. Для mach3 есть довольно много постпроцессоров в solidcam, которые просто редактируются под ваши нужды. Также в solidcam есть опция «шаблоны» позволяет автоматизировать однотипные операции.
Вообще, в Mach3 есть как минимум три (!) встроенных инструмента специально для этих задач.
1. Скринсет это способ представления Mach3. Такой скринсет делается в визуальном редакторе за несколько минут, можно добавить на него свои поля для ввода данных, кнопочки, чекбоксы и набор подпрограмм, он будет выглядеть так же, будет собирать данные из полей и текущего состояния станка и генерировать на выходе g-code или напрямую управлять станком.
2. Wizard-ы — то же самое, только собранное в отдельный инструмент.
3. Teach wizard
У любого из этих способов есть доступ к внутреннему состоянию станка — то есть программа может менять свое поведение в зависимости от текущего инструмента или позиции станка, например. В Mach4 вообще реализован полноценный событийный механизм, и можно написать свое приложение внутри контроллера.
1. Скринсет это способ представления Mach3. Такой скринсет делается в визуальном редакторе за несколько минут, можно добавить на него свои поля для ввода данных, кнопочки, чекбоксы и набор подпрограмм, он будет выглядеть так же, будет собирать данные из полей и текущего состояния станка и генерировать на выходе g-code или напрямую управлять станком.
2. Wizard-ы — то же самое, только собранное в отдельный инструмент.
3. Teach wizard
У любого из этих способов есть доступ к внутреннему состоянию станка — то есть программа может менять свое поведение в зависимости от текущего инструмента или позиции станка, например. В Mach4 вообще реализован полноценный событийный механизм, и можно написать свое приложение внутри контроллера.
Маловато доступной информации, хотя, возможно, я не там искал. Напишите, по возможности, пост на эту тему. Я сделал как мне привычнее, но, скорее всего, есть более простые варианты. Хотя, и этот способ я бы не назвал сложным)
Mill Wizard — это оно? Однако, $75 за лицензию…
Насчет скринсетов посмотрел информацию. Может кому пригодится, тут можно скачать редактор экрана. С виду там ничего сложного, но если нужно что-то кроме кастомного экрана mach3, все-равно придется разбираться с его макросами на VB.
Это проще чем кажется! Посмотрите две pdf:
Mach3_V3.x_Macro_Prog_Ref.pdf
VBScript_Commands.pdf
Скорее всего Вам будет достаточно четырех функций на все случаи в жизни:
GetOEMDRO(), GetUserDRO(), SetUserDRO() и разумеется Code()
Mach3_V3.x_Macro_Prog_Ref.pdf
VBScript_Commands.pdf
Скорее всего Вам будет достаточно четырех функций на все случаи в жизни:
GetOEMDRO(), GetUserDRO(), SetUserDRO() и разумеется Code()
Да, все то же самое, что в варианте с моей программой на шарпе. Разница только в том, в чем форму рисовать — в VS или в специализированном редакторе. Мне кажется, в универсальной IDE, все-таки, возможностей побольше. Пусть каждый выбирает, что ему больше нравится. По-моему, мы описали все возможные направления кастомизации mach :)
Что-то мне кажется в Linux CNC это все сделать в разы проще. А цикл глубокого сверления уже стандартно есть во всех нормальных чпу. В Linux cnc это G83
А тут-то чего сложного? 3 строки кода для общения с железкой, остальное обычные формы и немного математики…
Думаю, это не функция cnc linux, скорее всего, это зависит от контроллера. В моем стоит дешевый китаец, некоторые не самые продвинутые коды он не понимает. Например, игнорирует компенсацию диаметра фрезы.
В Linux cnc это G83
Думаю, это не функция cnc linux, скорее всего, это зависит от контроллера. В моем стоит дешевый китаец, некоторые не самые продвинутые коды он не понимает. Например, игнорирует компенсацию диаметра фрезы.
Да там нет никакого контроллера. В простейшем случае программа выдаёт сигналы управляющие двигателями через параллельный порт. Очень удивлён что есть ЧПУ не умеющие делать компенсацию диаметра инструмента. Это вообще одна из базовых функций. Но тут надо понимать что есть компенсация на диаметр инструмента и отдельно есть компенсация на износ инструмента. Все дополнительные коды M и G реализуются в виде макросов/скриптов, юзер может сам наделать нужных ему циклов. Насколько помню, в mach язык похожий на basic. Есть папочка в которой лежат эти макросы. И файл с именем G83 для цикла глубокого сверления там уже должен быть готовый. И ваши проблемы с токарной обработкой из этой же оперы. Должен быть готовый макрос которому задаёшь профиль а он за несколько проходов съедает лишний материал перед заданным профилем. Например как тут  Я не специалист по китайским дешёвым чпу и возможно поэтому мне не понятны ваши проблемы.
Я не специалист по китайским дешёвым чпу и возможно поэтому мне не понятны ваши проблемы.
 Я не специалист по китайским дешёвым чпу и возможно поэтому мне не понятны ваши проблемы.
Я не специалист по китайским дешёвым чпу и возможно поэтому мне не понятны ваши проблемы.Ну, как бы, заголовок поста не подразумевает чего-то промышленного. В дешёвых любительских девайсах много нюансов над которыми профи будет смеяться. Например, мне приходится вручную выставлять прямой угол между x и y, пришлось даже специальное приспособление придумывать. В области софта та же ситуация: не все профессиональные приемы тут работают.
> есть ЧПУ не умеющие делать компенсацию диаметра инструмента
Если вы специалист по дорогим ЧПУ, то должны понимать задача компенсации G40 G41 в общем виде вообще никак не решается на стороне контроллера, а должна решаться на стороне CAM, у контроллера просто недостаточно данных для этого.
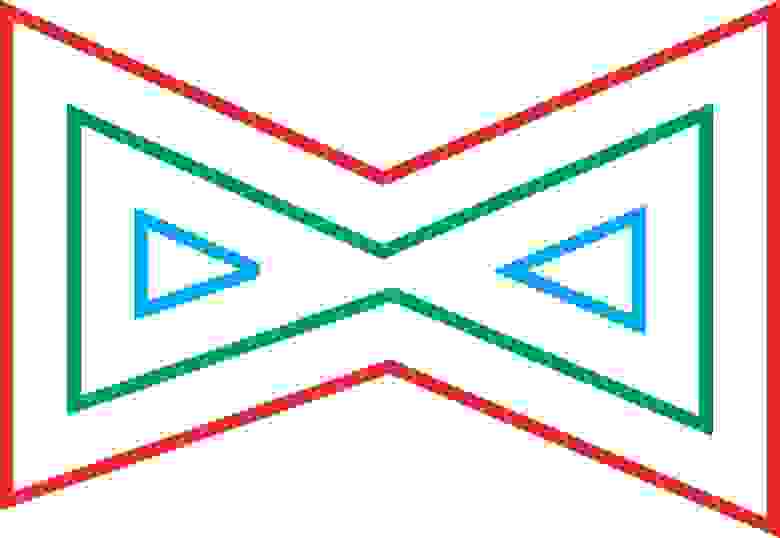
Я нарисовал пример — красным оригинальный контур, синим и зеленым — пути полученные разными значениями компенсации G41. Можно увидеть что синий путь разбит на два несвязных пути. Что должен в таком случае сделать контроллер?
Если ваше предложение — перестроить порядок выполнения путей, то вы создаете непредсказуемый контроллер, который рано или поздно кого-нибудь искалечит.
Если ваше предложение — игнорировать это и заехать инструментом в деталь, то вы делаете предсказуемый контроллер, который на финишной обработке предсказуемо заедет в деталь, сломает фрезу, и тоже может искалечить кого-нибудь.
Если вы специалист по дорогим ЧПУ, то должны понимать задача компенсации G40 G41 в общем виде вообще никак не решается на стороне контроллера, а должна решаться на стороне CAM, у контроллера просто недостаточно данных для этого.
Я нарисовал пример — красным оригинальный контур, синим и зеленым — пути полученные разными значениями компенсации G41. Можно увидеть что синий путь разбит на два несвязных пути. Что должен в таком случае сделать контроллер?
Если ваше предложение — перестроить порядок выполнения путей, то вы создаете непредсказуемый контроллер, который рано или поздно кого-нибудь искалечит.
Если ваше предложение — игнорировать это и заехать инструментом в деталь, то вы делаете предсказуемый контроллер, который на финишной обработке предсказуемо заедет в деталь, сломает фрезу, и тоже может искалечить кого-нибудь.

Я не большой специалист по дорогим ЧПУ. И не очень представляю что вы имеете ввиду под названием «контроллер». Китайцы понаделали много разных «контроллеров», которые понимают G код, но они все убогие и кроме самых необходимых G0 G1 и ещё нескольких ничего не умеют. Может вы считаете их за ЧПУ. Я их вообще не рассматриваю. Вполне полноценные ЧПУ из любительских это mach3 да Linux CNC. Даже простые ЧПУ умеют делать компенсацию на диаметр инструмента. Программист задаёт контур детали а траекторию инструмента рассчитывает ЧПУ. Диаметр инструмента задан в таблице инструментов конкретного станка. Другой вариант траекторию инструмента расчитывает CAM программа, с учётом таблицы инструментов в этой программе. В этом случае программа годится только для конкретного станка с конкретным инструментом. При смене инструмента надо переделывать всю программу. А если нужна точность то придётся учитывать реальный диаметр инструмента с учётом износа. Каждый раз перевыпускать программу из САМ не интересно. Конечно для китайских станков которые пилят фанеру и дерево это всё не актуально.
Зачем нужна компенсация на ширину инструмента в контроллере, вопрос не стоит вообще, ответ и так очевиден. Я пытаюсь рассказать, почему в ЧПУ контроллерах ее не делают. А если делают, то только на jet cutting, где вылевшая 7-кг фреза не прилетит оператору в голову, пробьет ее насквозь, и воткнется по хвостовик в бетонную стену, а кто будет её вытаскивать?
Бездумное применение этой функции ведет к неопределенному поведению контроллера, такой контроллер просто опасен.
Я привел простой пример контура выше, а с тех пор как я разрабатывал CAM, у меня есть специальная папка для таких примеров. На некоторых даже крутые CAM программы генерируют странное поведение. Мой любимый пример — внешне совершенно безобидная буква из кельтского алфавита, типа Й, на которой ломаются контроллеры, пытаясь компенсировать её на ширину инструмента. Вы же не хотите чтобы при попытке вырезать совершенно обычный контур вас задавил двухтонный портал внезапно поехавший не туда?
Прибавьте к этому что нормальная компенсация на ширину требует полной загрузки shape в память. А что контроллер будет делать если ему встретится один Shape из двух частей по 2 гигабайта каждый? Многопроцессорный десктоп с навороченным CAM считает такие файлы по часу, что тут сможет stand-alone контроллер с его процессором?
У меня сейчас на складе лежит штук 15 разных разных ЧПУ контроллеров — и китайских, и американских, и европейских, и австралийских контроллеров (там есть и которые я помогал разрабатывать). Еще больше, под 100 разных других контроллеров приходилось настраивать, ценой до нескольких тысяч долларов. Некоторые ужасные, какие-то удачные, некоторыми я восхищаюсь. В одних есть компенсация, в других нет. Но никто не ставит компенсацию просто потому что так хочется. Пользователь может ввести точку не в том месте для инструмента и ему отрежет руки, а кто за это будет отвечать?
В примере Mach3 который вы привели выше, компенсация на ширину инструмента работает не так как вы думаете. И даже такая инвалидная реализация G41 связана кучей ограничений, и запретов на выполнение целого списка G кодов —чтобы никого не убило.
Бездумное применение этой функции ведет к неопределенному поведению контроллера, такой контроллер просто опасен.
Я привел простой пример контура выше, а с тех пор как я разрабатывал CAM, у меня есть специальная папка для таких примеров. На некоторых даже крутые CAM программы генерируют странное поведение. Мой любимый пример — внешне совершенно безобидная буква из кельтского алфавита, типа Й, на которой ломаются контроллеры, пытаясь компенсировать её на ширину инструмента. Вы же не хотите чтобы при попытке вырезать совершенно обычный контур вас задавил двухтонный портал внезапно поехавший не туда?
Прибавьте к этому что нормальная компенсация на ширину требует полной загрузки shape в память. А что контроллер будет делать если ему встретится один Shape из двух частей по 2 гигабайта каждый? Многопроцессорный десктоп с навороченным CAM считает такие файлы по часу, что тут сможет stand-alone контроллер с его процессором?
У меня сейчас на складе лежит штук 15 разных разных ЧПУ контроллеров — и китайских, и американских, и европейских, и австралийских контроллеров (там есть и которые я помогал разрабатывать). Еще больше, под 100 разных других контроллеров приходилось настраивать, ценой до нескольких тысяч долларов. Некоторые ужасные, какие-то удачные, некоторыми я восхищаюсь. В одних есть компенсация, в других нет. Но никто не ставит компенсацию просто потому что так хочется. Пользователь может ввести точку не в том месте для инструмента
В примере Mach3 который вы привели выше, компенсация на ширину инструмента работает не так как вы думаете. И даже такая инвалидная реализация G41 связана кучей ограничений, и запретов на выполнение целого списка G кодов —
Вы говорите про какие-то контроллеры. Я так понимаю речь про маленькие коробочки с хилым процессором внутри, которая читает G-code, например с флэшки и двигает шаговики. Их понаделали сотни разных кто на что горазд и каждая работает как вздумается её создателям. Я про них ничего не скажу. Я говорил про полноценные ЧПУ, те что по старой традиции называют стойкой ЧПУ. Мач и линукс снс вполне можно отнести к полноценным системам. Таблица инструментов и компенсация радиуса инструмента одни из базовых функций любой ЧПУ.
Да пожалуйста — я могу привести три примера моих любимых контроллеров:
Edge Connect / Phoenix один из самых удачных контроллеров в мире от крупной международной компании, и в нем нет компенсации на ширину. Черная коробочка с хилым процессором? Да. Стоит больше $3000 без экрана и всей остальной электроники «стойки ЧПУ»? Да. Компенсация на инструмент? Нет.
Masso. Гениям которые сделали эту оранжевую коробочку за $600, я бы пожал руку. Но компенсации на ширину здесь нет тоже.
Противоположный пример — GRBL/mini стоимостью $1. Компенсация G41? Нет.
Добавление компенсации на инструмент тянет за собой усложнение логики контроллера в десятки раз, и хуже того: UB, неопределенное поведение, когда никто, даже автор, не может сказать что сделает контроллер в этом месте. Там же где эта функция есть, большая часть документации должна быть посвящена именно объяснению поведения контроллера в тех или иных пограничных ситуацияхи отказу от ответственности.
Это интересно что вы приводите в пример Mach3, но вы сами-то ожидаете от него устойчивости? предсказуемости? Непредсказуемыми флуктуациями, волей случая программа оказалась популярна в двух странах мира — в Штатах и в России, и больше нигде в мире.
Edge Connect / Phoenix один из самых удачных контроллеров в мире от крупной международной компании, и в нем нет компенсации на ширину. Черная коробочка с хилым процессором? Да. Стоит больше $3000 без экрана и всей остальной электроники «стойки ЧПУ»? Да. Компенсация на инструмент? Нет.
Masso. Гениям которые сделали эту оранжевую коробочку за $600, я бы пожал руку. Но компенсации на ширину здесь нет тоже.
Противоположный пример — GRBL/mini стоимостью $1. Компенсация G41? Нет.
Добавление компенсации на инструмент тянет за собой усложнение логики контроллера в десятки раз, и хуже того: UB, неопределенное поведение, когда никто, даже автор, не может сказать что сделает контроллер в этом месте. Там же где эта функция есть, большая часть документации должна быть посвящена именно объяснению поведения контроллера в тех или иных пограничных ситуациях
Это интересно что вы приводите в пример Mach3, но вы сами-то ожидаете от него устойчивости? предсказуемости? Непредсказуемыми флуктуациями, волей случая программа оказалась популярна в двух странах мира — в Штатах и в России, и больше нигде в мире.
Мне не нравятся эти контроллеры из-за их функциональной убогости. Сколько бы они ни стоили. Не вижу смысла в их применении. Разве что на станке под единственную операцию где оператор мартышка и страшно его подпускать к компьютеру. И мач тоже не нравится. Совсем другое дело полноценные ЧПУ. Всякие сименсы фануки и прочее. А если это дорого то есть Linux CNC.
Согласен. Почему ТС — линуксовод судя по информации выше не поставил сразу linuxcnc?
Переход на линукс поднял мне максимальную скорость перемещений почти в 2 раза и убрал пропуски шагов. Правда давно это уже было.
Переход на линукс поднял мне максимальную скорость перемещений почти в 2 раза и убрал пропуски шагов. Правда давно это уже было.
Возможно потому что у него китайский станок, а китайцы любят mach. И любят изобретать велосипеды. Кривые, но зато свои. Я когда-то первый станок делал с mach. Но когда попробовал Linux CNC понял что mach мне больше не нужен.
Я не являюсь адептом какой-то определенной ОС. По работе у меня все проекты на линуксе, но инструменты разработки (IDE), на мой вкус, лучше в винде. Поэтому, на компе винда с VS, для тестов — виртуалка с убунтой или центосом. То же с хобби — на линуксе импортированный родной конфиг не заработал и быстро разобраться в причинах не получилось — время дороже, поставил xp и mach. Увижу необходимость переехать на линукс, перееду. Пока mach устраивает, а дальше будет видно…
Там дело не в линуксе или винде. Изначально Linux CNC очень гибкая система, из которой можно сделать что угодно. Вполне возможно управление настоящими металлообрабатывающими станками где серводвигатели и оптические линейки для обратной связи, куча гидравлики и пневматики для управления которыми нужен PLC. В Mach3 такое устанешь делать. А если весь станок это три шаговых движка да шпиндель, через LPT, то без разницы что использовать. Пока не захочется сделать из этого что-то не очень стандартное.
Ну так мы и обсуждаем гаражный ЧПУ. Понятно, что для производственного оборудования должны применяться совсем другие подходы. Как минимум, тут нужно соответствующее образование. Хоббийными же проектами занимаются люди, типа меня, зачастую, профессионально никак не связанные с производством. Для нас важны 2 вещи — время и деньги. И того и другого, как правило, на хобби остается не много, соответственно, ищем что подешевле и как побыстрее :)
Как насчет того, чтобы объединить усилия?
Sign up to leave a comment.
ЧПУ в хоббийной мастерской (часть 3)