Здравствуйте, друзья!
После публикации статьи «ИБП и батарейный массив: куда ставить? Да подожди ты» было много комментариев по поводу опасности Li-Ion решений для серверных и ЦОД. Поэтому сегодня попробуем разобраться, в чём отличия промышленных решений на литии для ИБП от батарейки в вашем гаджете, как отличаются условия эксплуатации батарей в серверной, почему в телефоне Li-Ion батарея служит не более 2-3 лет, а в ЦОДе эта цифра возрастёт до 10 и более лет. Почему риски возгорания лития в ЦОД/серверной минимальны.
Да, аварии на батареях ИБП возможны вне зависимости от типа накопителей энергии, а вот миф «пожароопасности» промышленных решений на литии не соответствует действительности.
Ведь многие видели тот ролик с возгоранием телефона c литиевым аккумулятором в движущейся по шоссе машине? Итак, посмотрим, разберёмся, сравним…
Здесь видим типичный случай неконтролируемого самонагрева, теплового разгона батареи телефона, приведшего к такому инциденту. Вы скажете: ВОТ! Это всего лишь телефон, в серверную поставит такое только сумасшедший!
Уверен, изучив данный материал, читатель изменит свою точку зрения по этому вопросу.
Текущая ситуация на рынке ЦОД
Ни для кого не секрет, что строительство ЦОД – это долгосрочное капиталовложение. Цена только инженерного оборудования может составлять 50% от стоимости всех капитальных затрат. Горизонт окупаемости – примерно 10-15 лет. Закономерно возникает желание снизить полную стоимость владения на всём жизненном цикле ЦОД, а попутно ещё и уплотнить инженерное оборудование, максимально освободив площади под полезную нагрузку.
Оптимальное решение – промышленные ИБП новой итерации на базе Li-Ion аккумуляторов, которые уже давно избавились от «детских болезней» в виде пожароопасности, некорректных алгоритмов заряда-разряда, обросли массой защитных механизмов.
С увеличением мощностей вычислительного и сетевого оборудования растёт спрос на ИБП. Одновременно увеличиваются требования ко времени автономной работы от аккумуляторных батарей в случае проблем с централизованным электроснабжением и/или сбоями при запуске резервного источника питания в случае применения/наличия ДГУ.
Основных причин, на наш взгляд, тут две:
- Стремительный рост объёмов обрабатываемой и передаваемой информации
Например, новый пассажирский самолёт Boeing
787 Dreamliner за один полёт генерирует более 500 гигабайт информации, которую
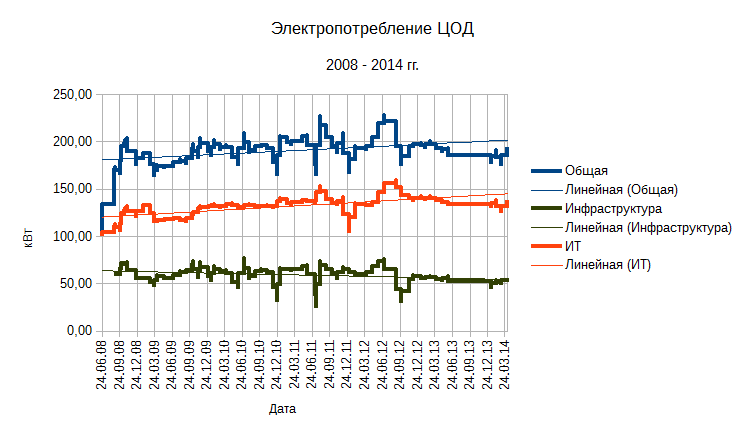
нужно сохранить и обработать. - Рост динамики потребления электрической энергии. Несмотря на общий тренд снижения энергопотребления ИТ-оборудования, снижения удельного потребления энергии электронными компонентами.
Кроме облаков к точкам роста игроки причисляют развитие ЦОД-мощностей в регионах: они являются единственным сегментом, где сохраняется запас для развития бизнеса. По данным IKS-Consulting, в 2016 году на регионы пришлось только 10% всех предлагаемых на рынке ресурсов, в то время как столица и Московская область заняли 73% рынка, а Санкт-Петербург и Ленинградская область – 17%. В регионах продолжает сохраняться дефицит на ресурсы дата-центров с высокой степенью отказоустойчивости.
К 2025 году, согласно прогнозам, общий объём данных в мире увеличится в 10 раз по сравнению с 2016 годом.
Всё-таки, насколько безопасен литий для ИБП серверной или ЦОД?
Недостаток: высокая стоимость Li-Ion решений.
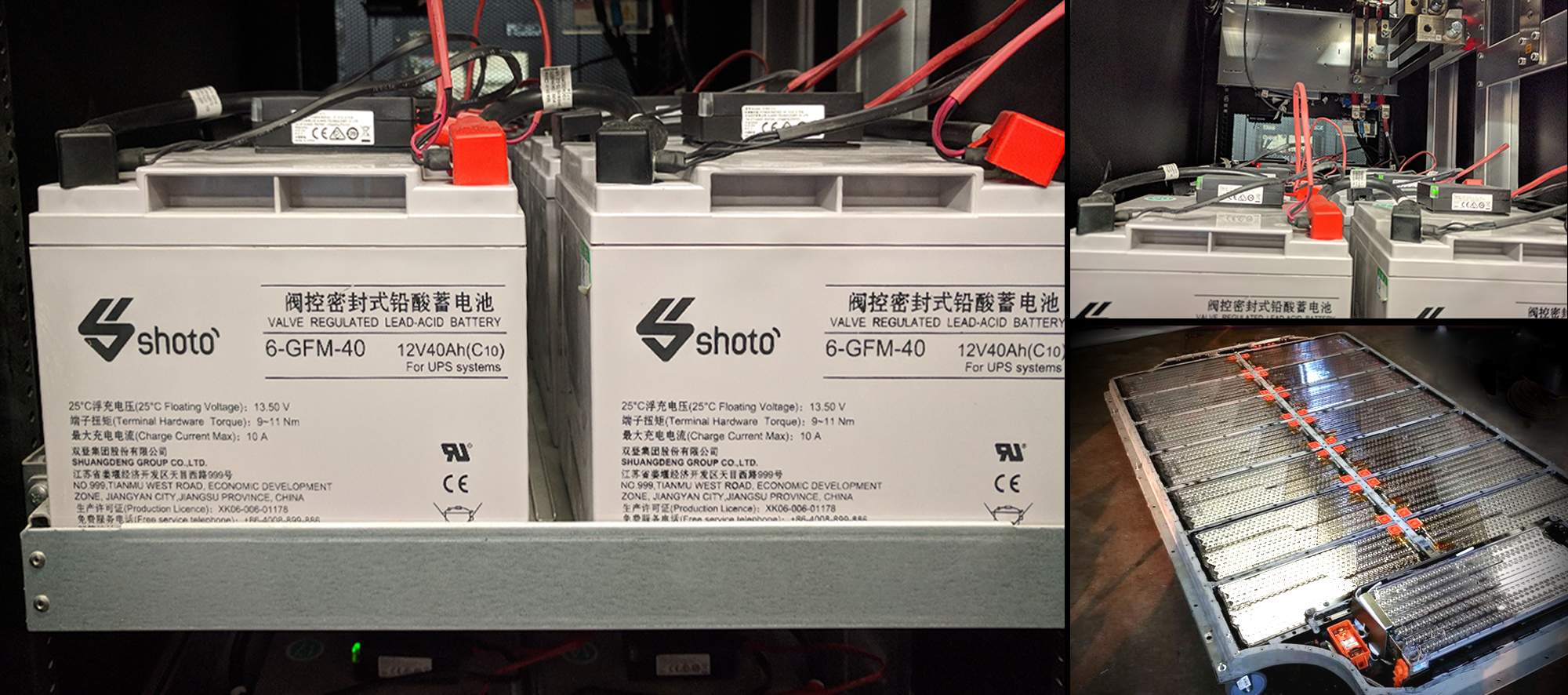
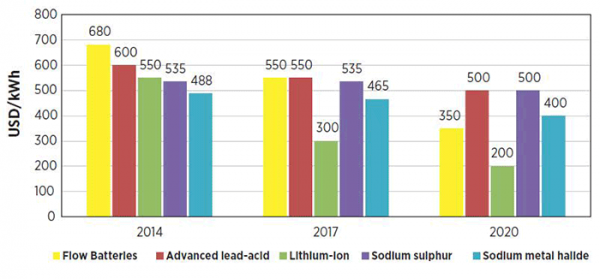
 Цена литий-ионных АКБ всё ещё остаётся высокой по сравнению со стандартными решениями. По оценкам компании SE начальные расходы для мощных ИБП свыше 100 кВА для Li-Ion решений будут выше в 1,5 раза, но в конечном итоге экономия на владении составит 30-50%. Если провести сравнения с военно-промышленным комплексом других стран, то вот новость о запуске в эксплуатацию японской подводной лодки с Li-Ion батареями. Довольно часто в подобных решениях применяют литий-железо-фосфатные батареи (на фото- LFP) ввиду относительной дешевизны и большей безопасности.
Цена литий-ионных АКБ всё ещё остаётся высокой по сравнению со стандартными решениями. По оценкам компании SE начальные расходы для мощных ИБП свыше 100 кВА для Li-Ion решений будут выше в 1,5 раза, но в конечном итоге экономия на владении составит 30-50%. Если провести сравнения с военно-промышленным комплексом других стран, то вот новость о запуске в эксплуатацию японской подводной лодки с Li-Ion батареями. Довольно часто в подобных решениях применяют литий-железо-фосфатные батареи (на фото- LFP) ввиду относительной дешевизны и большей безопасности. А что японцы? Они слишком поздно вспомнили что «облегчение лодки » на 700 тонн влечет за собой изменение ее мореходных качеств, остойчивости… Вероятно им пришлось добавлять вооружений на борт, чтобы вернуть проектные значения развесовки лодки.
Литиево-ионные аккумуляторы также весят меньше, чем свинцово-кислотные аккумуляторы, поэтому проект подводной лодки типа Soryu пришлось несколько переработать для сохранения балластировки и остойчивости.
В Японии созданы и доведены до эксплуатационного состояния два типа литиево-ионных аккумуляторных батарей: литий-никель-кобальт-алюминий-оксидная (NCA) производства компании GS Yuasa и литий-титанатная (LTO) производства корпорации Toshiba. Японский флот будет использовать батареи типа NCA, при этом, согласно Кобаяси, Австралии для использования на подводных лодках на основе типа Soryu в недавнем тендере были предложены батареи типа LTO.
Зная трепетное отношение к безопасности в стране Восходящего Солнца, можно предположить, что вопросы безопасности лития у них решены, протестированы и сертифицированы.
Риск: пожароопасность.
Вот тут и разберёмся с целью публикации, так как мнения о безопасности данных решений существуют диаметрально противоположные. Но это всё лирика, а что у нас с конкретными промышленными решениями?
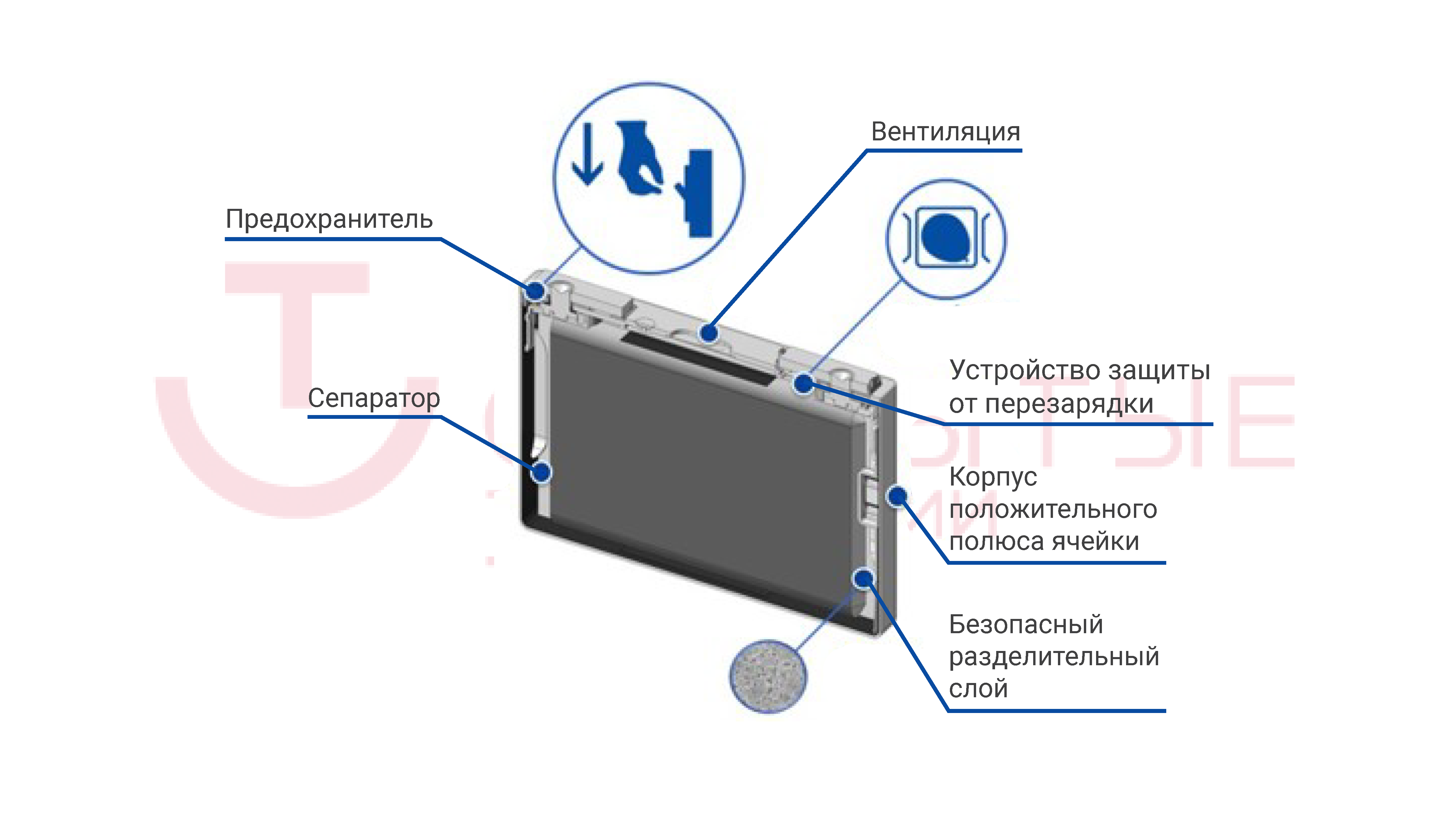
Вопросы безопасности мы уже рассматривали в нашей cтатье, но ещё раз остановимся на этом вопросе. Обратимся к рисунку, где рассматривался уровень защиты модуля и ячейки LMO/NMC аккумулятора производства Samsung SDI и используемой в составе ИБП Schneider Electric.
Химические процессы были рассмотрены в статье пользователя LadyN Как взрываются литий-ионные аккумуляторы. Попробуем разобраться в возможных рисках в нашем конкретном случае и сопоставить с многоуровневой защитой в ячейках Samsung SDI, являющихся составной частью готовой Li-Ion стойки Type G в составе комплексного решения на базе Galaxy VM.
Начнём с общего случая блок-схемы рисков и причин возгорания литий-ионной ячейки.
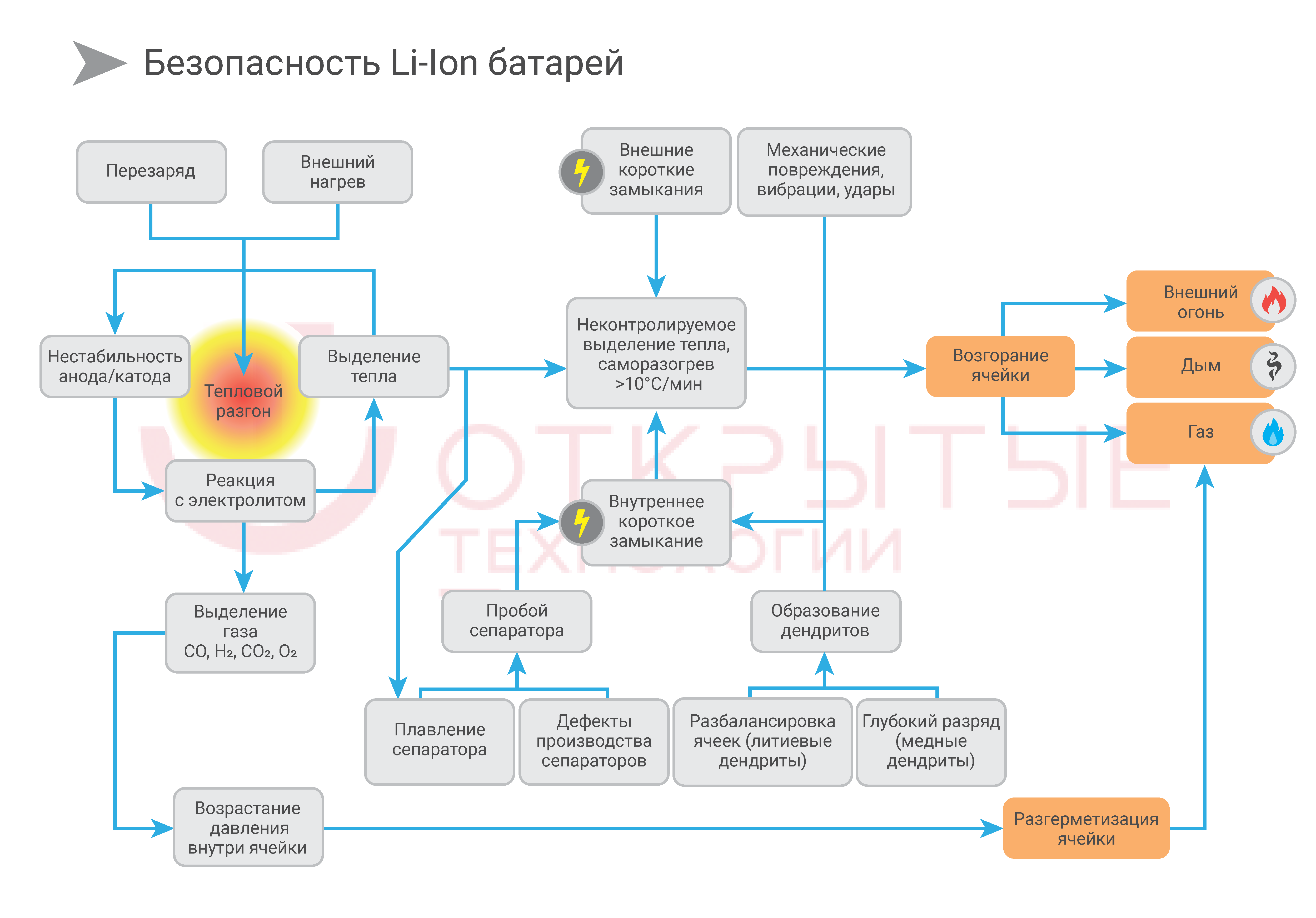
А покрупнее? Фото кликабельно.
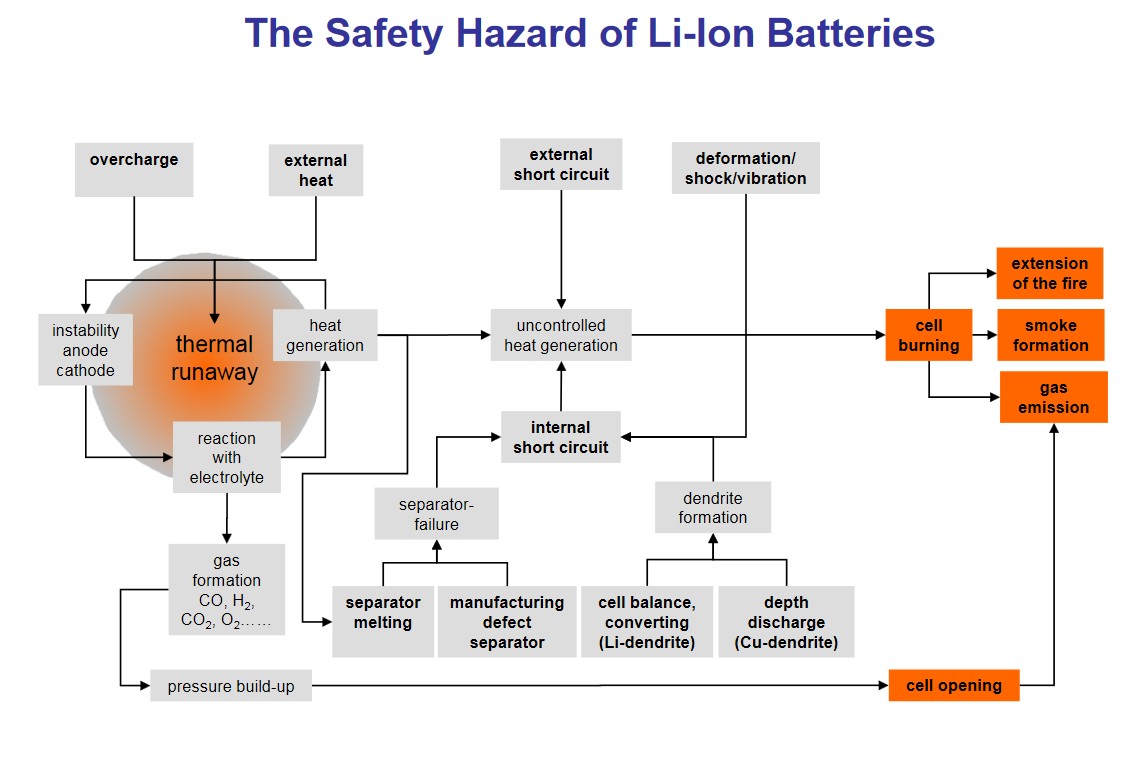
Поскольку в зависимости от химической структуры литий-ионной ячейки имеются отличия в характеристиках теплового разгона ячейки, здесь остановимся на изложенном в статье процессе в литий-никель-кобальт-алюминиевой ячейке (на базе LiNiCoAIO2) или NCA.
Процесс развития аварии в ячейке можно разделить на три стадии:
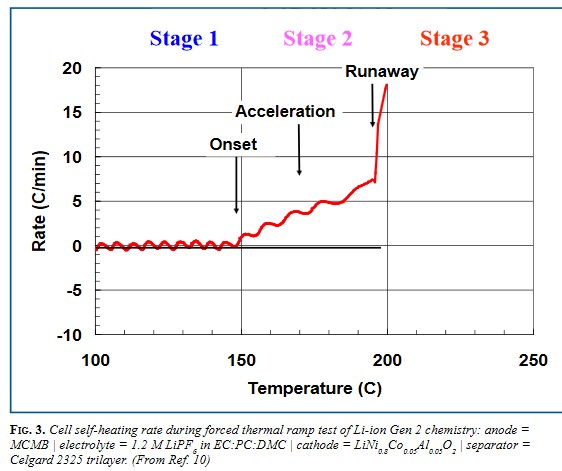
- стадия 1 (Onset). Нормальная работа ячейки, когда градиент нарастания температуры не превышает 0,2 гр.С в минуту, а сама температура ячейки не превышает 130-200 гр.С в зависимости от химической структуры ячейки;
- стадия 2, разогрев (Acceleration). На этом этапе температура повышается, градиент роста температуры стремительно увеличивается, происходит активное выделение тепловой энергии. В общем случае этот процесс сопровождается выделением газов. Избыточное газовыделение должно быть компенсировано срабатыванием предохранительного клапана;
- стадия 3, тепловой разгон (Runaway). Нагрев аккумулятора свыше 180-200 градусов. При этом материал катода вступает в реакцию диспропорционирования и выделяет кислород. Это и есть уровень теплового разгона, так как в этом случае может возникнуть смесь горючих газов с кислородом, что вызовет самовозгорание. Однако этот процесс в некоторых случаях может быть управляемым, читай – при изменении режима внешних факторов тепловой разгон в ряде случаев прекращается без фатальных последствий для окружающего пространства. Исправность и работоспособность самой литиевой ячейки после этих событий не рассматривается.
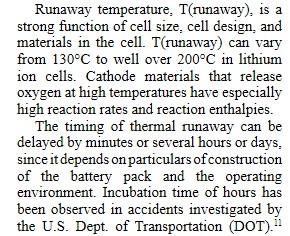
Температура теплового разгона зависит от размера ячейки, конструкции ячейки и материала. Температура теплового разгона может варьироваться от 130 до 200 градусов цельсия. Время теплового разгона может быть разным и составлять минуты, часы или даже дни...
А что у нас с ячейками типа LMO/NMC в литий-ионных ИБП?
А покрупнее? Фото кликабельно.
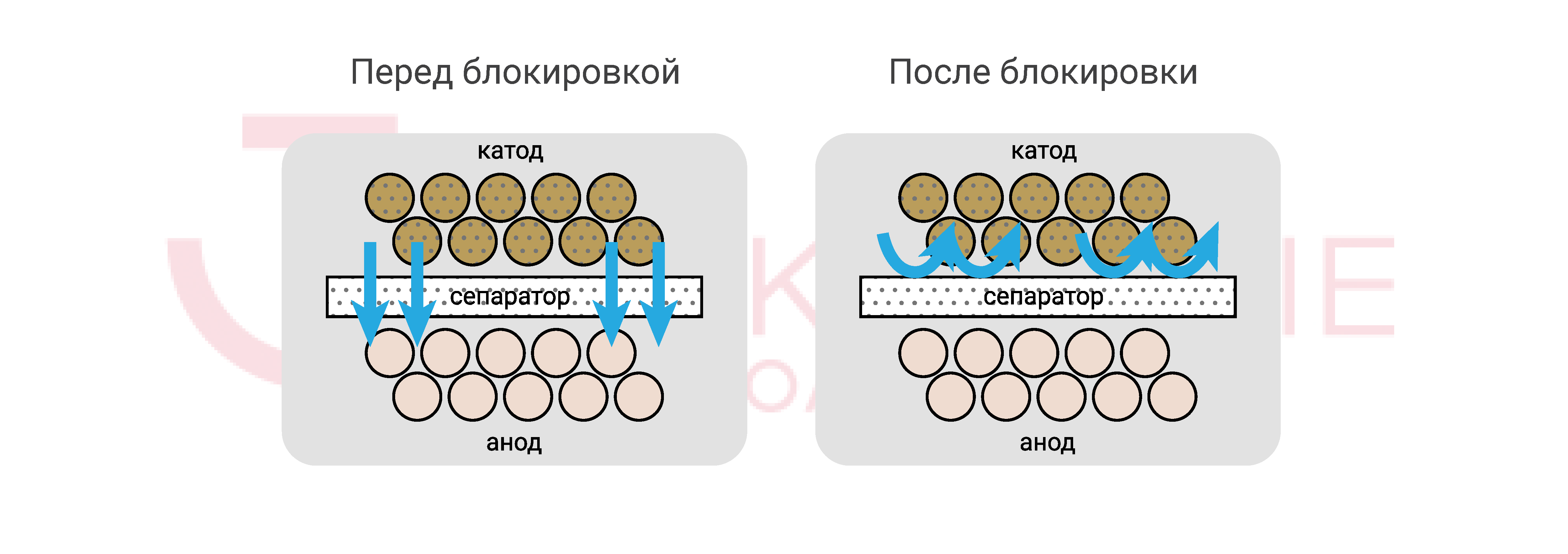
– Для предотвращения соприкосновения анода с электролитом используется керамический слой в составе ячейки (SFL). Блокировка перемещения ионов лития происходит при 130 гр.С.
– В дополнение к защитному вентиляционному клапану, применяется система защиты от перезаряда (Over Charge Device,OSD), работающая в паре с внутренним предохранителем и отключающая повреждённую ячейку, не давая довести процесс теплового разгона до опасных значений. Причём срабатывание внутренней системы OSD будет раньше, при достижении давления 3,5кгс/см2, то есть, вполовину меньше, чем давление срабатывания защитного клапана ячейки.
К слову сказать, предохранитель ячейки сработает при токах свыше 2500 А за время не более 2 секунд. Предположим, градиент температуры достиг показания 10 гр.С/мин. За 10 секунд ячейка успеет добавить к своей температуре около 1,7 градуса, находясь в режиме разгона.
– Трёхслойный сепаратор в ячейке в режиме перезаряда обеспечит блокирование перехода ионов лития на анод ячейки. Температура блокирования составляет 250 гр.С.
Теперь посмотрим, что у нас с температурой ячейки; сопоставим, на каких этапах происходит срабатывание разных видов защит на уровне ячейки.
— система OSD – 3,5+-0,1 кгс/cм2 <= внешнее давление
Дополнительная защита от сверхотоков.
— защитный клапан 7,0+-1,0 кгс/cм2 <= внешнее давление
— предохранитель внутри ячейки 2 секунда при 2500А (режим токов перегрузки over current)

Степень заряда аккумулятора измеряется в процентах и показывает, какая часть полного заряда ещё остаётся запасённой в аккумуляторе. В данном случае мы рассматриваем режим перезаряда аккумулятора. Можно сделать вывод, что в зависимости от химического состава литиевой ячейки батарея может вести себя по-разному при перезаряде и иметь разную склонность к тепловому разгону. Это обусловлено разной удельной ёмкостью (А*ч/грамм) различных типов Li-Ion ячеек. Чем больше удельная ёмкость ячейки, тем более стремительным будет тепловыделение при перезаряде.
Кроме того, при 100% SOC внешнее короткое замыкание часто приводит к термическому разгону ячейки. С другой стороны, когда ячейка имеет уровень заряда 80% SOC, максимальная температура начала теплового разгона ячейки смещается в большую сторону. Ячейка становится более устойчивой к аварийным режимам.
И, наконец, для 70% SOC внешние короткие замыкания могут вообще не быть причиной теплового разгона. То есть, риск воспламенения ячейки значительно снижается, и наиболее вероятный сценарий – лишь срабатывание предохранительного клапана литиевого аккумулятора.
Кроме того, из таблицы можно сделать вывод, что LFP (фиолетовая кривая) батареи как правило имеет крутой наклон нарастания температуры, то есть, стадия «разогрев» плавно переходит в стадию «тепловой разгон», и устойчивость этой системы к перезаряду несколько хуже. Батареи типа LMO, как видим, имеют более плавную характеристику разогрева при перезаряде.
ВАЖНО: при срабатывании системы OSD происходит сброс ячейки на байпас. Таким образом, снижается напряжение на стойке, но она остаётся в работе и выдаёт сигнал в систему мониторинга ИБП посредством системы BMS самой стойки. В случае классической системы ИБП с VRLA батареями короткое замыкание или обрыв внутри одного АКБ в стринге может привести к отказу ИБП в целом и потере работоспособности ИТ-оборудования.
Исходя из вышеизложенного, для случая использования литиевых решений в ИБП остаются актуальными риски:
- Тепловой разгон ячейки, модуля в результате внешнего КЗ – несколько уровней защит.
- Тепловой разгон ячейки, модуля в результате внутренней неисправности батареи – несколько уровней защит на уровне ячейки, модуля.
- Перезаряд – защита средствами BMS плюс все уровни защиты стойки, модуля, ячейки.
- Механическое повреждение – неактуально для нашего случая, риск события ничтожен.
- Перегрев стойки и всех батарей (модулей, ячеек). Некритично до 70-90 градусов. Если температура в помещении установки ИБП поднимется выше этих значений – значит, это уже пожар в здании. В нормальных режимах работы ЦОД риск события ничтожен.
- Снижение ресурса батарей при повышенных температурах помещения – допускается длительная работа при температуре до 40 градусов без ощутимого снижения ресурса батарей. Свинцовые батареи очень чувствительны к любому повышению температуры и снижают свой остаточный ресурс пропорционально увеличению температуры.
Давайте взглянем на блок-схему рисков аварий с литий-ионными батареями в нашем случае использования в ЦОД, серверной. Немного упростим схему, ведь литиевые ИБП будут эксплуатироваться в идеальных условиях, если сравнивать условия работы батарей в вашем гаджете, телефоне.

Фото кликабельно.
ВЫВОД: Специализированные литиевые аккумуляторы для ИБП ЦОД, серверной обладают достаточным уровнем защиты от нештатных ситуаций, а в комплексном решении большое количество степеней разнообразной защиты и более чем пятилетний опыт эксплуатации этих решений позволяют говорить о высоком уровне безопасности новых технологий. Кроме всего прочего, не стоит забывать, что эксплуатация литиевых АКБ в нашем секторе выглядит как «тепличные» условия для Li-Ion технологий: в отличие от вашего смартфона в кармане, батарею в ЦОД никто не будет ронять, перегревать, разряжать каждый день, активно использовать в буферном режиме.
Узнать подробности и обсудить конкретное решение с использованием литий-ионных батарей для вашей серверной или ЦОД можно, направив запрос на электронную почту info@ot.ru, либо сделав запрос на сайте компании www.ot.ru.
ОТКРЫТЫЕ ТЕХНОЛОГИИ – надёжные комплексные решения от мировых лидеров, адаптированные именно под ваши цели и задачи.
Автор: Куликов Олег
Ведущий инженер конструктор
Департамент интеграционных решений
Компания Открытые Технологии
